









冲床是工业生产中常见的机械设备,加工方式为借助于冲头的动能冲栽零件,负荷运转噪声多在90dBA以上。我国冲床车间噪声一般高达90-110dBA,给设备操作者和车间其他人员造成极大的危害,对环境亦有影响。
在机械设备中,冲床噪声很突出。工业发达国家对冲床噪声的研究,治理和控制开展较早,我国此项工作的开展是在七十年代末期。降低冲床噪声时,要考虑加工质量,生产率,操作方便和降噪费用等诸多因素。可以说冲床噪声控制显得既迫切而又艰巨。
1、 冲床噪声的产生
冲床负荷运转时产生强列的噪声。冲头与工件,打料杆与工件,卸料板与板料间和撞击,以及在冲裁和剪切过程中形成的冲剪噪声等,都是冲床噪声的主要来源。

(1) 撞击噪声
撞击噪声是冲床噪声的主要组成部分。当冲头冲裁板料时,与板料发生撞击,产生撞击噪声。撞击噪声可分为加速度噪声和自鸣噪声。冲头冲击坯料时,受到阻力而突然停止所产生的噪声称为加速度噪声。被冲击的坯料,由于受击而发生振动,这一振动发出的声音叫自鸣噪声。
(2) 冲剪噪声
冲剪过程中,材料因剪切而断裂,由此导致冲头突然卸荷,所形成的声音称为冲剪噪声。冲床被激励产生振动,并引起机身和声辐射和地面振动。
(3) 传动件间隙引起的噪声
冲床各连接件间存在有配合间隙,在冲击力作用下,引起轴系的反冲、零件受激励振动,引起声辐射而形成的噪声。
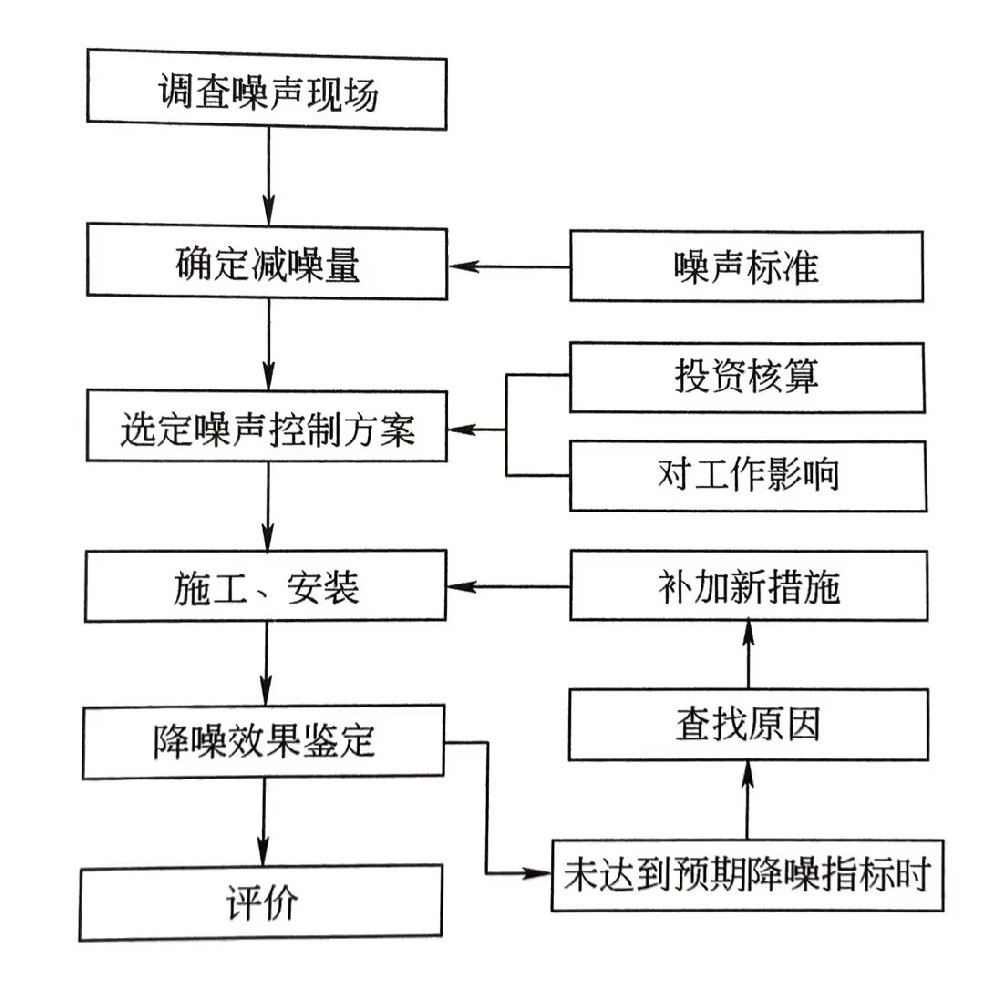
2、冲床噪声控制措施
(1) 声源降噪
a. 冲床本身降噪
冲床降噪的根本措施在于声源控制。英国的理查兹(Richards)把撞击噪声方面的理论研究应用到冲床上,可使噪声下降30dBA。其基本理论是,加速度噪声等于锤子运动时所带动的等体积的空气所具有的动能的一半。cto/vo从1增加到10.噪声级约可降低30dBA,c是声速,to是锤子运动停止的时间。Vo是锤子冲击坯料时的运动速度。用其它方法,这样大幅度降噪是很难实现的。
七十年代末期,国际上出现了新型液压伺服冲床,冲头能按预定的运动规律工作,使冲床噪声大降低。冲床各传动件间存在必不可少的配合间隙,减少间隙和防止轴系反冲的结构形式已有应用,如曲轴连杆减缓反冲装置等。
改革现有传统的工艺设计,对于出厂冲床并非易事,根本途径在于改革冲床的冲击过程。冲床降噪的技术措施有许多尚在试验研究阶段,完全成熟及全面推广还需很长时期,因而现阶段还应考虑其它技术措施。
b. 降低模具噪声
冲模设计者往往忽略对噪声的考虑。合理地选择凹凸模的配合间隙,能实现降噪5dBA,改变凸的几何形状,用阶梯模、斜刃模代替平口模,亦能降噪5-10dBA左右。但由于工件的几何开头有时很复杂,给模具加工带来一定的困难。此外还有在模具中增加缓冲器及降低卸件噪声等措施
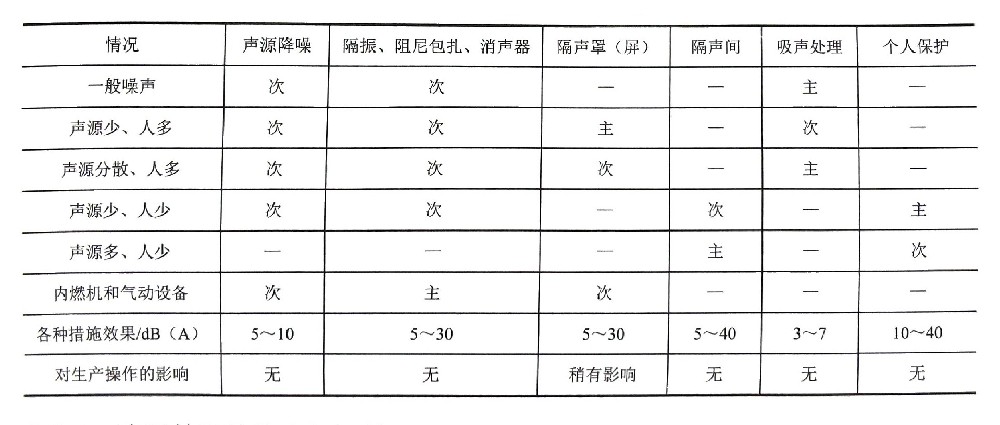
(2) 传播途径噪声控制
控制冲床噪声对人体的危害,在传播途径上采取控制措施,技术革新上比较成熟,并可取得一定效果。

a. 吸声降噪
吸声的目的是减弱车间内反射声,一般可降噪6dBA左右的降噪效果。
b. 局部隔声
采用加吸声的隔声屏、模具区域隔声罩,能有8dBA左右的降噪效果。
c. 全封闭隔声罩
全封闭隔声罩能有20dBA左右的降噪效果。罩体可作成拼装式,一般占地面积较大。
传播途径中控制冲床噪声虽是消极的治理方法,但由于简便易行,并能收到较好的降噪效果,因而较多被采用。应用时应注意操作、维修等问题。
机床本身噪声问题虽不能马上获得解决,但冲床使用单位还是有许多可用控制措施。
以上就是小编为大家介绍的高速冲床噪声治理方案的全部内容,青诚静禾噪声治理公司能为大家提供一份有价值的参考。如果您想了解更多的相关资讯,请持续关注沈阳青诚静禾环保噪音治理网站。
本文标题:高速冲床噪声治理方案 地址:/zlfan/103.html

